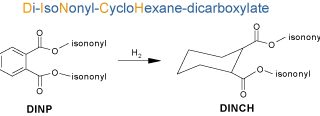
エコフレックス®はBASF社のポリエステル技術を応用して開発された生分解性の脂肪族芳香族コポリエステルです。 インフレや押出用途を主眼に設計され、機械的特性は低密度ポリエチレンに匹敵します。さらに非常に高い柔軟性や引裂強度などを兼ね備えていますので、エコフレックス®をブレンドすることで他の生分解性樹脂に高い柔軟性、耐衝撃性、耐加水分解性を付与することも可能になります。
物性 |
単位 |
試験法 |
エコフレックス® |
LDPE |
| 密度 | g/cm3 | ISO 1183 | 1.25 – 1.27 | 0.92 – 0.93 |
| MVR | ml/10min | ISO 1133 | 2.5 – 4.5 | 0.6 – 0.9 |
| 融点 | ℃ | DSC | 110 – 120 | 111 |
| ショアー硬度 | ショアーD | ISO 868 | 32 | 48 |
| ビカット軟化点 | ℃ | ISO 306 | 80 | 96 |
・他の生分解性樹脂と違い、耐加水分解性に優れるため成形時の予備乾燥が不要です。
・エコフレックス®の密度は1.25g/cm3とLDPEより35%増加しますが、他のポリエステル樹脂と同レベルです。
・成形温度はインフレで140-160℃とLDPE(190-220℃)に比べ低くなっています。
・ショアー硬度とビカット軟化点はLDPE より低くなっています。両方の樹脂とも、融点は約110-115℃です。
物性 |
単位 |
試験法 |
エコフレックス® |
LDPE |
| 透明性 | % | ASTM D1003 | 82 | 89 |
| 引張強度ll | N/mm2 | IS0 527 | 32 | 26 |
| 引張強度T | 36 | 20 | ||
| 破断伸びll | % | IS0 527 | 580 | 300 |
| 破断伸びT | 820 | 600 | ||
| 破断伸びll | % | IS0 527 | 580 | 300 |
| 破断伸びT | 820 | 600 | ||
| 衝撃強度 | J/mm | DIN 53373 | 14.3 | 5.5 |
| 酸素透過 | ml/(m2d bar) | DIN 53380 | 1600 | 2900 |
| 水蒸気透過 | g/(m2 d) | DIN 53122 | 140 | 1.7 |
・エコフレックス®は、添加剤をなにも含有しない状態でも透明性はLDPEより低い水準になります。 引張強度と破断伸びはLDPEよりも高く、衝撃強度はLDPEよりも格段に向上しています。
また引裂強度、突刺強度もLDPE以上に強いレベルをもっています。
エコフレックス®の酸素透過性はLDPEの60%程度となります。 一方、水蒸気透過性はLDPEも遥かに上回ります。
ひとつの理由としてエコフレックス®がLDPEより極性が高いことがあげられます。
生分解性は原料に由来するものではなく、その分子構造に由来し化学合成原料をベースとしたプラスチックでも完全な生分解性を持つことが可能です。
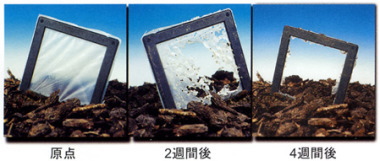
55℃のコンポスト条件下では30μm のエコフレックス®フイルムは4週間以内におおむね分解します。
エコフレックス®は、微生物から自然に生じる酵素によって土壌や堆肥中で完全に生分解されます。 完全なる生分解性やコンポスト性、堆肥の質、植物の生育性に関して厳格に規定しているDIN V54900や米国,ASTMの条件を満たしています。 またBSPのPLにもグリーンプラとして登録されています。 (登録番号A51301)
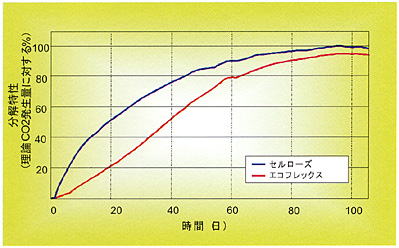
DIN V54900 Part2では、生分解性の定量的な評価法として、理論二酸化炭素の発生量を分解の基準に60%以上の分解を180日以内に達成することが条件になっています。エコフレックス®は60%以上の分解を50日以内に、また80日後には90%以上が分解されます。
エコフレックス®は様々な衛生テストにおいて、自然環境に対する悪影響は認められていません。
エコフレックス®は、DINで定められた衛生試験やOECDガイドラインにも適合しています。 毒性試験では、人体になんの影響も認められていません。 アレルギーや皮膚刺激も認められていません。 食品包装用途では日・米・欧の法律に合格すると共に、FDAのFCN(No.372)及びポリ衛協にも[A]TZar-0037として登録されています。
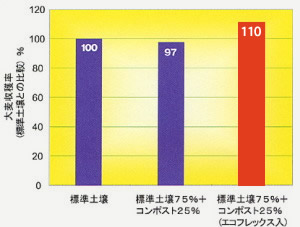
※大麦生育テスト
600gのドライコンポストに100gのエコフレックス®パウダーを混ぜてテストされました。
エコフレックス®は従来のLDPEの設備を用いて、インフレ成形やTダイ成形が可能です。 また、LDPEの加工機を用いることで印刷やヒートシールも可能になります。
エコフレックス®は標準的なLDPEやHDPEの押出設備で成形が可能です。
スパイラルダイのダイギャップは、0.8-2.5mm程度を確保してください(最適な条件は1~1.5mm程度)。 ブロー比は1:2以上、ラップフィルムでは1:3.5程度を確保してください。
エッジトリムは柔らかく高弾性のフイルムに適したものを使用してください。

成形前にLDPEのMFR4-5のもので十分にパージしてください。
パージは、エコフレックス®の加工温度である140~160℃で行ってください。
チルロールの温度は20℃以下に設定してください。
内部冷却装置がある場合には、冷却風は最小に抑えてください。
フイルムをスリットする際は、出来るだけチタンコートされた刃を用いてください。
フイルムのテンションワインダーは一番低く設定してください。
一軸ないし二軸のアンダーウォーターカット押出機を用いて、リペレット化が可能です。
アルコールベースのインクを使用してください。
印刷前にフイルムにコロナ処理を施してください。
乾燥温度は、LDPEの条件以下に設定してください。
LDPEのヒートシールラインでシール可能です。
シール温度はLDPEより若干低めに設定してください。
シール条件では、シール圧もシール強度に影響します。
エコフレックス®は極性ポリマーのため、超音波溶着や高周波溶着も可能です。
インフレ成形に必要なAB剤やスリップ剤のマスターパッチの入手先を紹介させていただきます。 弊社にお問い合わせください。
ジャガイモやトウモロコシのでん粉から作ったトレーにエコフレックス®をラミネートすることで、強度と耐水性を向上させます。

エコフレックス®は、折曲げ・耐油性やヒートシール性に優れています。ガラス転移点が-35℃と常温以下ですので、90℃程度の熱水にさらされた場合にも形状が変化せず、低温から高温の内容物まで対応が可能になります。
弘栄貿易株式会社 化成品事業部
大阪支店 TEL:06-6341-9541
東京支店 TEL:03-3542-5721

関連製品
 お問合せ窓口
お問合せ窓口